
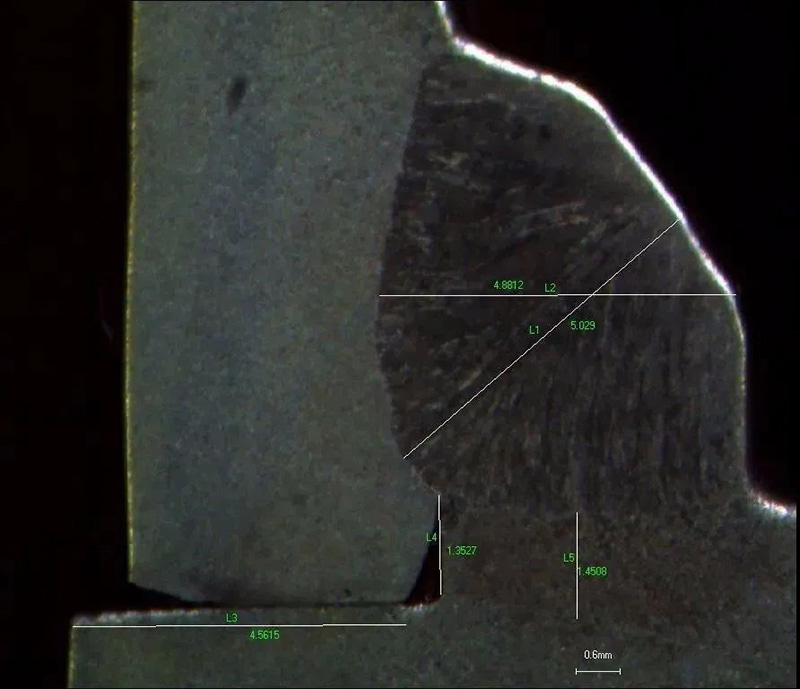
Ширетүү кириши деген эмне?Бул негизги металлдын эрүү тереңдигин же ширетилген кошулма кесилишинде алдыңкы ширетүүчү мончокту билдирет.
Ширетилген муундарга төмөнкүлөр кирет: ширетүүчү тигиш (0А), эритүү зонасы (AB) жана жылуулук таасир эткен аймак (BC).
1-кадам: Үлгү алуу
(1) Ширетүүчү өтүүчү үлгүнүн кесүү абалы: а.Баштоо жана токтотуу позицияларынан качыңыз
б.Ширетүүчү шрамдын 1/3 бөлүгүн кесип салыңыз
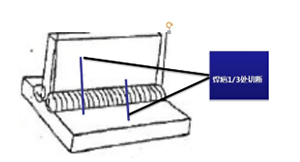
в.Ширетүүчү шрамдын узундугу 20 ммден аз болгондо, ширетүүчү шрамдын ортосунан кесип салыңыз.
(2) кесүү
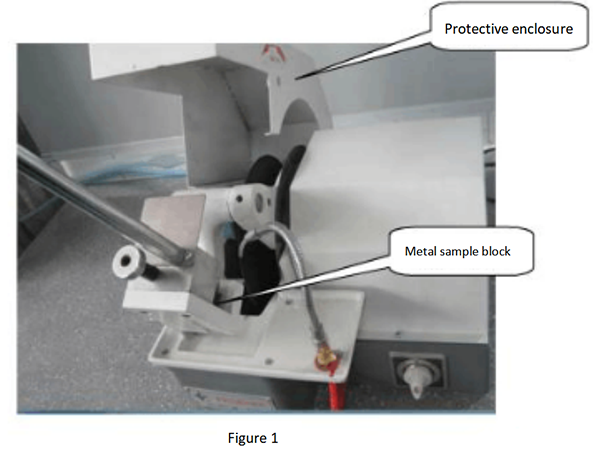
A. Электр менен жабдууну туташтыруу жана өлчөө жабдуулары сыноо талаптарына жооп берерин текшерүү;1-сүрөттө көрсөтүлгөндөй, металлографиялык кесүүчү станоктун коргоочу корпусун ачып, сыналуучу металл үлгүсүнүн блогун орнотуңуз.
(Эскертүү: Металл блокту толугу менен оңдоону унутпаңыз!)
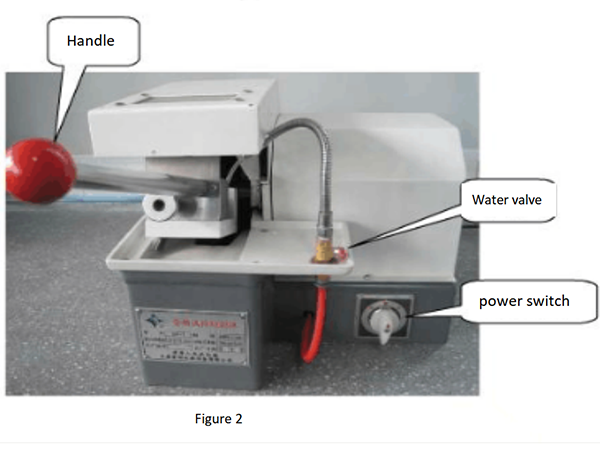
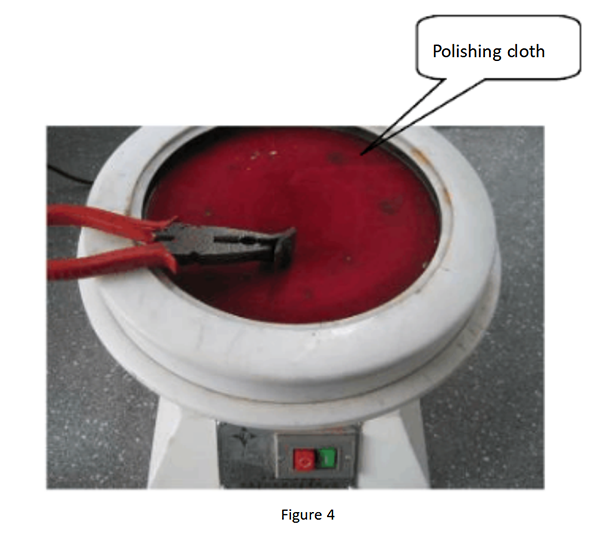
б.2-сүрөттө көрсөтүлгөндөй, металлографиялык кесүүчү станоктун коргоочу кабыгын жабыңыз, суу клапанын ачыңыз жана электр өчүргүчтү күйгүзүңүз;Металлографиялык кесүүчү станоктун туткасын кармап, металл үлгүсүн кесүү үчүн аны ылдый карай акырын басыңыз.Кесилгенден кийин металл үлгүсүнүн узундугу, туурасы жана бийиктиги 4 ммден аз болушу керек;Суу клапанын жабыңыз, электр энергиясын өчүрүңүз жана металл үлгүсүн алыңыз.
б.2-сүрөттө көрсөтүлгөндөй, металлографиялык кесүүчү станоктун коргоочу кабыгын жабыңыз, суу клапанын ачыңыз жана электр өчүргүчтү күйгүзүңүз;Металлографиялык кесүүчү станоктун туткасын кармап, металл үлгүсүн кесүү үчүн аны ылдый карай акырын басыңыз.Кесилгенден кийин металл үлгүсүнүн узундугу, туурасы жана бийиктиги 4 ммден аз болушу керек;Суу клапанын жабыңыз, электр энергиясын өчүрүңүз жана металл үлгүсүн алыңыз.
3-кадам: Коррозия
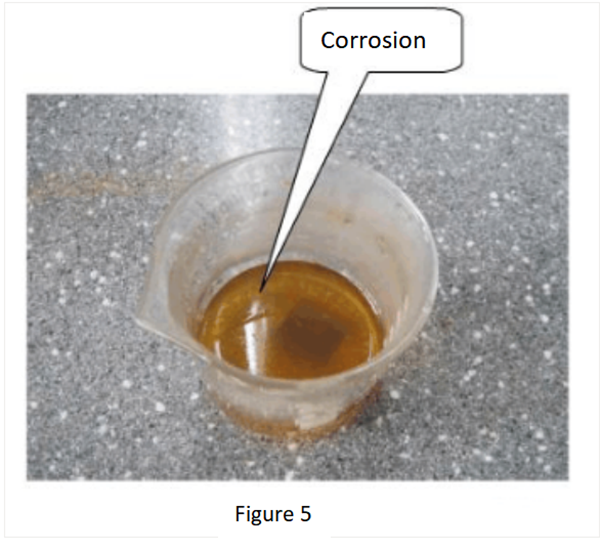
(1) 5-сүрөттө көрсөтүлгөндөй, өлчөөчү чөйчөктөгү коррозия эритмесин (3-5% азот кислотасы жана спирт) даярдоо үчүн абсолюттук спирт менен азот кислотасын колдонуңуз, металл үлгүсүн коррозия эритмесинин ичине салыңыз же жуу үчүн кичинекей щетканы колдонуңуз. коррозия үчүн кесилген бети.Коррозия убактысы болжол менен 10-15 секундду түзөт жана дат басуунун конкреттүү эффекти визуалдык түрдө текшерилиши керек.
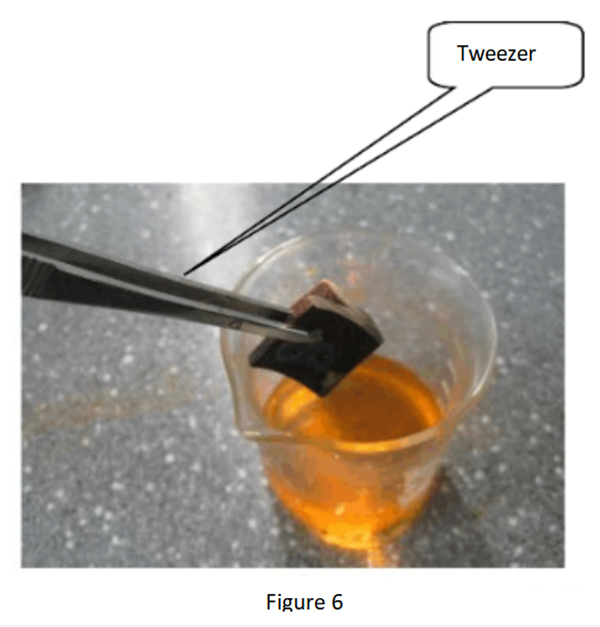
(2) 6-сүрөттө көрсөтүлгөндөй, коррозиядан кийин металл үлгүсүнүн блогун пинцет менен чыгарыңыз (эскертүү: коррозия суюктугуна колуңуз менен тийбеңиз) жана металл үлгүсүнүн блогунун бетиндеги коррозия эритмени таза суу менен тазалаңыз. суу.
(1) Кургаткыч
4-кадам: ширетүүчү киришин текшерүү ыкмасы
| T (мм) плитанын калыңдыгы | |||
| Эски эталон | Жаңы эталон | ||
| Пластинанын калыңдыгы | Кирүү маалыматы | Пластинанын калыңдыгы | Кирүү маалыматы |
| ≤3.2 | 0,2 * т жогору | t≤4.0 | 0,2 * т жогору |
| 4,0<t≤4,5 | 0,8ден жогору | ||
| 3,2~4,5(анын ичинде 4,5) | 0,7ден жогору | 4,5<t≤8,0 | 1.0 жогору |
| t=9.0 | 1.4 жогору | ||
| >4.5 | 1.0 жогору | t≥12.0 | 1,5тен жогору |
| Эскертүү: Жука табак менен жоон плитаны ширетүүдө жука пластинка негизделген | |||
(1.2) Ширетүүчү өтүү датасы (кирип өтүүнү көрсөткөн буттун узундугу менен)
| L (мм) - буттун узундугу | |
| Буттун узундугу | Кирүү маалыматы |
| L≤8 | 0,2 * лден жогору |
| L>8 | 1,5 мм жогору |
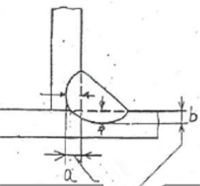
(2) Ширетүүчү өтүүнү өлчөө (аралык a жана b - ширетүүчү өтүү)

(3) Ширетүүчү өтүү үчүн текшерүү куралдары
5-кадам: ширетүүчү кирүүсүн текшерүү отчету жана үлгүлөрдү сактоо
(1) Ширетүүчү кирүүнү текшерүү отчету:
а.Текшерилүүчү бөлүктүн кесилишинин диаграммасын кошуу
б.Диаграммада ширетүүчү өтүүнүн өлчөө абалын белгилеңиз
в.Маалымат кошуу
(2) Ширетүүчү өтүүчү үлгүлөрдү сактоо жөнүндө жобо:
а.рамка S тетиктерин 13 жылга сактоо
б.Жалпы бөлүктөр 3 жыл сакталат
в.Эгерде чиймеде башкача көрсөтүлсө, ал чийме талаптарына ылайык ишке ашырылууга тийиш
(Петрациялык текшерүү бетине дат басууну кечеңдетүү үчүн тунук жабышчаак менен жабыштырылышы мүмкүн)
Посттун убактысы: 22-декабрь-2022